
 158-1753-1008
158-1753-1008
158-1753-1008
158-1753-1008
行业资讯
在电线电缆、光纤光缆等行业的收放线环节,张力失控一直是困扰产线稳定性的顽疾。某线缆厂曾因张力波动过大,导致成缆段频繁出现断线率高达百分之三点七的异常,单条产线日均损失近万元。而引入巧之力科技的自动张力感应器后,通过高精度传感器实时采集张力值并反馈至控制器,将张力波动范围从±15N压缩至±0.5N以内,断线率骤降至百分之零点二以下。
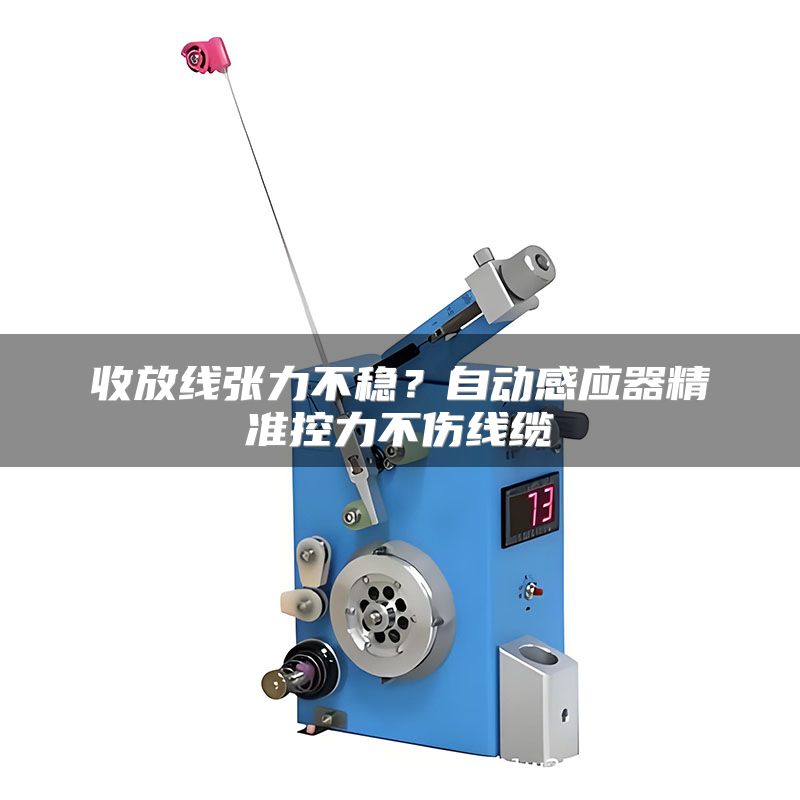
这项技术本质上是将传统机械式摩擦制动升级为数字化闭环控制——感应器每秒钟采样百次,微调执行器输出力矩,确保线缆在启动、加速、减速、停止各阶段受力均匀。下面从硬件选型到调试落地,带你彻底弄懂这套系统的正确打开方式。
自动张力感应器并非单指一个传感器,而是由张力检测单元、控制器、执行器(如磁粉离合器/伺服电机)三部分构成的闭环系统。检测单元负责将张力物理量转化为电信号,常见有应变片式和压电式两种。应变片式适合低速重载场景,精度高但响应稍慢;压电式则擅长高速动态响应,适用于光纤等易碎线材。
实操建议一:选择检测单元时,先确定线缆的线径范围与张力上限。例如收放直径零点五毫米以下的光纤,建议选用量程0-5N的压电式传感器;处理十平方毫米以上的电力电缆,则需量程200-500N的应变片式。
实操建议二:控制器必须支持PID参数在线调整。某工厂在调试阶段直接使用默认参数,导致薄壁管材被拉瘪。使用巧之力科技的感应器配套控制器后,工程师通过上位机软件微调比例增益系数,仅用半个小时就让张力稳态误差从±3N降至±0.2N。
我个人在多个项目中发现,不少企业为图省事直接套用老式张紧器的底座尺寸,结果感应器安装平面倾斜零点五度,就造成零点二牛的伪偏差。因此安装平面平行度一定要控制在零点一度以内,这是成本最低的精度保障。
实际产线上,百分之九十的张力失控并非硬件损坏,而是安装或校准环节埋下了隐患。常见错误包括:导轮与感应器轴线不共面、线缆包角不足、传感器受力方向偏离设计角度等。
实操建议三:安装时确保线缆在感应器导轮上的包角不小于一百二十度。某线材厂起初包角仅九十度,导致信号跳跃十个点,调整到一百三十度后信号立即稳定。
实操建议四:校准需使用标准砝码或专用张力计进行多点标定。不要只做单点归零——某案例中只做了零点校准,结果在设定张力五十牛时实际输出四十八牛。正确做法是使用五个重量级砝码(如满量程的百分之二十、四十、六十、八十、一百)拟合出线性修正曲线。
实操建议五:每季度做一次零点漂移检查。生产环境中的灰尘、温湿度变化会使传感器缓慢偏移,定期用清洁无尘布擦拭导轮表面,并重新执行归零程序。
这里要特别提醒:在收放线速度超过每分钟三百米的产线上,普通应变片传感器会因为振动产生高频噪声。建议在控制器内开启五十赫兹陷波滤波,同时给传感器基座加装橡胶减震垫。我亲眼见过一个工厂因忽略减震,信号波形像被揉乱的弹簧,开启滤波后波形瞬间平滑。
不同线材的力学特性差异巨大:刚性的铜铝线可承受短时超张力,而柔性光缆、橡胶软管对拉力极为敏感。许多工艺人员只设一个恒定张力值,导致收卷内松外紧或放线时塌卷。
实操建议六:采用锥度张力曲线——收卷起始阶段设定张力为基准值的百分之一百,随着卷径增大逐步线性降至基准值的百分之七十。例如收卷直径从两百毫米增加到四百毫米时,张力从五十牛降至三十五牛,可大幅减少内层变形。
实操建议七:对易碎线材(如特殊膜包线缆)启用加速度补偿功能。当启动时加速度设定为两米每二次方秒,瞬时张力脉冲会达到稳态的一点五倍。感应器控制器应提前读取卷轴惯量,输出额外力矩抵消这个脉冲。
实操建议八:搭建张力曲线数据库。每换一种线缆规格,调出与之匹配的曲线参数,而不是每次从零开始调试。某电缆厂使用巧之力科技的中央控制软件,将一百二十种线缆的张力曲线存入云端,换型时间从二十五分钟缩短至四分钟。
我处理过一家光伏焊带生产线的案例:焊带直径只有零点三毫米,要求张力波动不超过±0.1N。单纯靠恒张力控制始终无法达标,后来采用卷径实时计算+动态前馈补偿,把启动时的超调量从零点三三牛压到零点零八牛。这说明遇到极限精度要求时,必须跳出PID框架,引入前馈与自适应算法。
自动张力感应器属于精密仪器,日常维护不到位会导致精度退化。不少工厂直到出现批量废品才想起检修,代价沉重。
实操建议九:每周用软毛刷或压缩空气清理传感器导轮表面的线屑、油污,避免粘附物改变摩擦系数干扰测量。
实操建议十:每月检查执行器(如磁粉离合器)的散热风扇是否正常。磁粉离合器温度超过六十摄氏度时力矩会衰减百分之十左右,必须保证通风散热。
实操建议十一:一旦出现显示张力与手感明显不符,先用万用表测量传感器桥路电阻(正常应在三百五十欧左右),再用标准砝码验证零点。排除电气问题后检查机械卡滞——我曾遇到过导轮轴承缺油导致旋转阻力增大约二牛,结果误判为传感器故障。
行业里有些企业为了省钱会跳过控制器直接使用传感器模拟信号,那样永远无法实现精确闭环。真正的张力控制一定是传感、运算、执行三位一体,缺一不可。
收放线自动张力感应器不是简单的替代人工,而是一次从开环到闭环、从粗放到精益的生产力跃迁。选对硬件、安装到位、参数调优、勤于维护,这四步环环相扣,才能让产线始终保持稳定张力状态,实现零断线、低损耗的持续生产。



