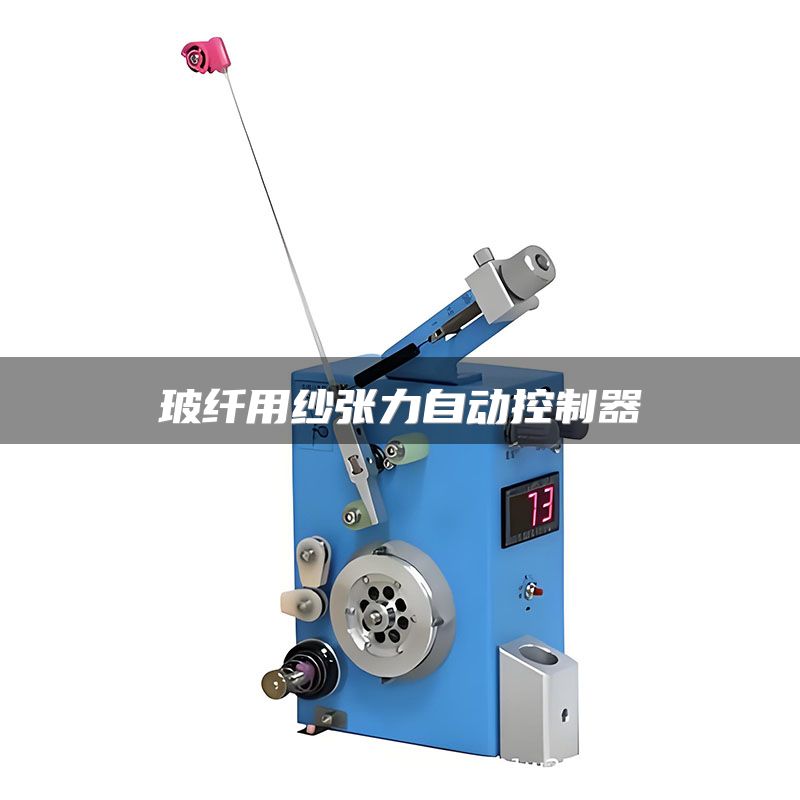
玻纤用纱张力自动控制器是一种用于精准调控玻璃纤维纱线在纺织、缠绕、拉挤等工艺中张力的自动化设备,能有效避免纱线断裂、松紧不均等问题,显著提升生产效率和产品质量。
什么是玻纤用纱张力自动控制器及其核心作用?
玻纤用纱张力自动控制器是一种集成传感器、执行器和控制算法的闭环系统。它通过实时监测纱线张力值,自动调整电机或制动器的输出力,使张力保持在设定范围内。核心作用包括:
防止纱线断裂:玻璃纤维脆性大,张力过大易断,控制器可将张力控制在安全阈值内(通常为0.5N-50N)。提升产品一致性:减少张力波动,确保复合材料中纤维分布的均匀性(波动率可控制在±2%以内)。降低废品率:自动化调节替代人工操作,减少因操作失误导致的废料(废品率可降低30%-50%)。如何根据工艺需求选择适合的张力控制器?
选型需综合考虑纱线规格、工艺速度和环境条件:
根据纱线类型选择传感器:粗纱(2400tex以上):推荐接触式张力传感器,精度高(误差<0.5%)。细纱(100tex以下):采用非接触式激光传感器,避免损伤纤维。匹配控制算法:高速缠绕工艺(线速>5m/s):需选用PID自适应控制算法,响应时间<10ms。低速拉挤工艺(线速<1m/s):比例积分控制即可满足需求,成本更低。验证关键参数:张力范围:确保覆盖工艺要求的最小和最大张力值(例如0.5N-20N)。工作温度:玻纤车间常有高温,需选择耐温80°C的设备(如西门子或ABB的工业级型号)。防护等级:粉尘环境需IP65防护,避免纤维飞絮侵入导致故障。实际应用中常见的故障及解决方法是什么?
常见问题包括张力波动大、系统响应延迟和传感器零点漂移:
张力波动大:原因:纱线路径上有毛刺或积尘。解决:定期清洁导纱轮,使用不锈钢抛光导轮(表面粗糙度Ra<0.4μm)。响应延迟:原因:控制器参数未优化(如积分时间过长)。解决:通过调试面板将PID参数调整为工艺匹配值(例如比例增益Kp:0.8-1.2、积分时间Ti:50-100ms)。传感器零点漂移:原因:长期使用后传感器机械结构位移。解决:每周进行一次自动归零校准(多数控制器支持一键校准功能,如三菱系列)。如何维护张力控制器以延长使用寿命?
维护遵循“预防为主、周期检查”原则:
日常检查(每班次):观察显示屏张力值是否在设定范围内(偏差超过±5%需停机排查)。清理控制器外壳和传感器表面纤维飞絮。周度保养:检查所有连接线缆是否松动(重点查看电机驱动器接线端子)。对机械部件涂抹耐高温润滑脂(如壳牌Gadus S2 V100)。季度校准:使用标准砝码(精度等级M1级)对传感器进行线性度校准(误差需小于0.2%)。更新控制器固件(从制造商官网下载最新版本,如贝加莱定期发布优化补丁)。总结建议:优先选择支持闭环控制、具备PID自适应算法、防护等级IP65以上的玻纤用纱张力自动控制器(如西门子Simotion或伦茨8400系列),并建立周度校准和季度固件更新的保养计划。一句话总结:玻纤用纱张力自动控制器是玻璃纤维工艺中保障稳定性和效率的核心设备,选型需聚焦张力范围、响应速度和防护等级,通过定期维护可显著延长其使用寿命。

 158-1753-1008
158-1753-1008



