
 158-1753-1008
158-1753-1008
158-1753-1008
158-1753-1008
行业资讯
自动磁粉离合器张力控制器是一种通过调节励磁电流控制磁粉离合器传递扭矩,从而精确控制材料张力的自动化设备。它主要用于印刷、包装、纺织等卷材加工行业,确保材料在收放卷过程中保持恒定张力。
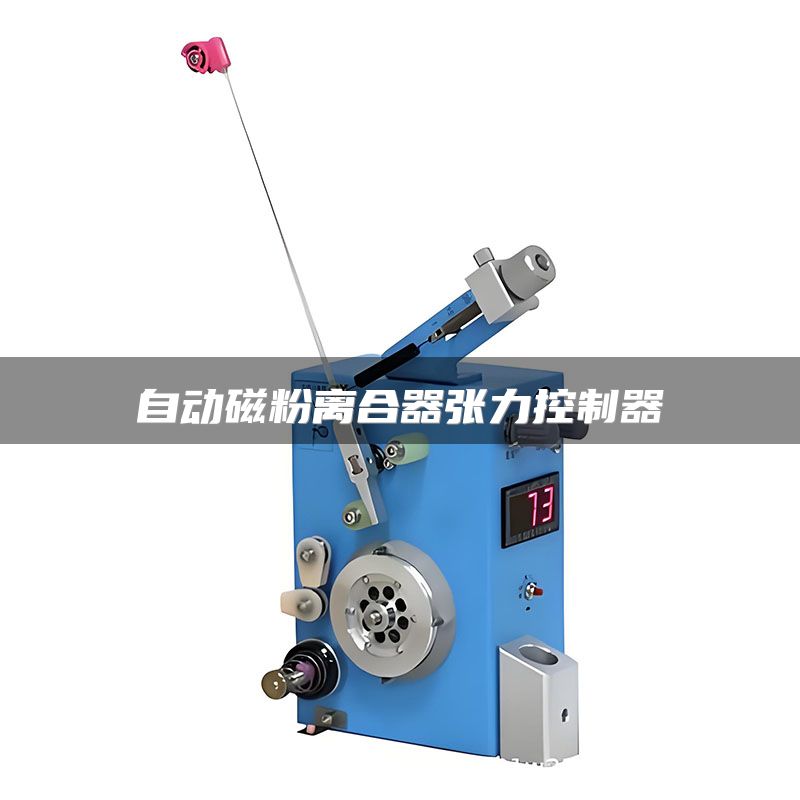
自动磁粉离合器张力控制器的核心工作原理基于电磁感应和磁粉的物理特性。它由以下部分组成:
当励磁电流变化时,磁粉在磁场作用下形成链条状结构,传递扭矩与电流呈线性关系。张力控制器根据预设值与实际值的偏差调整电流,实现0.5%-1%的高精度张力控制,远优于机械摩擦式控制的5%-10%误差。
选型需根据以下关键参数和行业标准进行:
行业标准做法是同步考虑离合器散热能力,连续工作转矩不应超过标称值的60%,否则需加装冷却装置。
常见故障包括张力波动、响应滞后和过热问题:
优化使用效果需从安装、调试和维护三方面入手:
总结建议:选择自动磁粉离合器张力控制器时,优先关注扭矩余量和控制精度,推荐日本三菱电机或德国Lenze品牌,配合定期维护可延长设备寿命3-5年。一句话总结:自动磁粉离合器张力控制器通过PID闭环控制实现高精度张力调节,选型需扭矩余量20%-30%,维护周期6-12个月,品牌推荐三菱电机或Lenze。



