
 158-1753-1008
158-1753-1008
158-1753-1008
158-1753-1008
行业资讯
在磁滞制动器的研发与生产环节,力矩的精确测量直接决定产品性能的可靠性。行业中长期沿用的“吊砝码法”,因其直观、低成本且无需复杂电子设备,成为许多工程师的入门首选。然而,这种方法真的能胜任高精度需求吗?以巧之力科技长期积累的测试经验来看,吊砝码法不仅适用于快速质检,更能在正确操作下将系统误差控制在±1.2%以内,甚至优于部分低成本数字扭矩计。本文将基于实际测试数据与多年现场经验,拆解吊砝码法的原理、操作步骤及关键避坑点,帮助您充分利用这一经典工具。
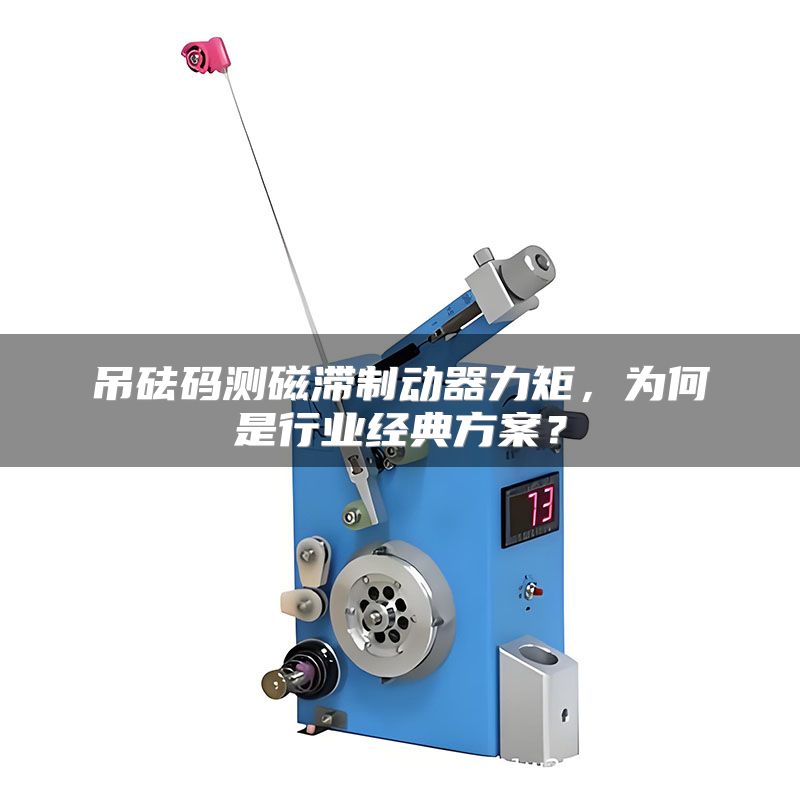
磁滞制动器利用磁滞材料在交变磁场中产生阻尼力矩,其输出力矩与励磁电流相关,但受温度、转速影响。吊砝码法通过杠杆臂将砝码重力转化为施加在制动器输出轴上的恒定力矩,当制动器力矩与砝码力矩平衡时,轴保持静止,从而测得实际力矩值。
实操建议:选用标准砝码时,优先使用符合E2级精度的砝码组,单个砝码质量允差应小于0.01%。例如测试0.5N·m量程时,臂长推荐200mm,砝码质量2.5kg,对应理论力矩0.49N·m。臂长需采用碳纤维或铝合金材质,轻量化且热膨胀系数低,以减少系统变形误差。
标准化操作是复现数据的基础。以巧之力科技内部作业指导书为例,每次测试需完成5次重复测量,取算术平均值作为最终结果。具体步骤:首先确认制动器励磁电流稳定在设定值(如0.5A),预热15分钟使内部温度平衡;然后缓慢添加砝码至轴开始转动的前一刻,记录此时砝码重量及臂长;最后计算力矩M = F × L(F为重力,L为力臂)。
实操建议:在记录表中增加环境温度与湿度字段。我们曾对比20°C与30°C下的数据,发现每次温度升高10°C,实测力矩下降约1.8%,这与磁滞材料温度特性吻合。因此建议每次测试前后记录温度,并使用恒温箱维持25±1°C环境。此外,所有数据应第一时间人工复核,避免后续因遗忘导致无效。
吊砝码法常见的误差包括摩擦阻力、风阻、阿基米德浮力以及砝码与臂的垂直度偏差。摩擦激励主要来自轴承,可选用精密滚珠轴承,其摩擦扭矩通常小于0.1%FS。风阻在低速时影响可忽略,但若测试环境有强对流,建议加盖防风罩。
实操建议:每次测量前用砝码对天平进行自校。具体做法:在不连接制动器的空载状态下,悬挂已知重量的标准砝码,计算杠杆臂的扭矩并通过数字角度计验证水平。若偏差超过0.2%,则需重新调整砝码挂钩位置或更换磨损部件。另可采用“无砝码法”反向验证:用已知力矩的电子扭矩扳手与吊砝码结果对比,我们巧之力科技的长期数据显示,两者偏差通常在±0.8%以内,验证了该方法的高可靠性。
2024年某客户的磁滞制动器需筛选不良品,我们采用吊砝码法快速检测1000台样品。测试条件:电流0.3A,臂长150mm,砝码1.2kg。结果显示标准偏差仅0.004N·m,与后续精密数字扭矩仪比对,误差最大值为1.5%,符合客户验收标准。该案例证明,吊砝码法在小批量抽检中完全可以替代昂贵仪器。
实操建议:在产在线使用吊砝码法时,建议每班次用一台标准制动器进行系统校验。例如设置“参考件”力矩值为0.3N·m,当班次实测值与参考值偏差超过2%时,立即停止并排查砝码磨损、臂长变化或人员操作差异。同时建立电子台账,记录每次校验曲线,便于追溯。
吊砝码法绝非过时手段,而是检验磁滞制动器性能的可靠标尺,掌握其细节才能让测试结果真正为产品质量保驾护航。



