
 158-1753-1008
158-1753-1008
158-1753-1008
158-1753-1008
行业资讯
在卷材生产线上,张力控制一直是决定产品质量与生产效率的核心环节。无论是薄膜、纸张、纺织品还是金属箔材,张力不稳导致的断料、褶皱、收卷不齐等问题,每年给企业造成巨大损失。据行业统计,因张力波动引发的断料故障占生产线停机时间的40%以上,每停机一小时平均损失超过五万元。传统的磁粉制动器或手动调节方式已难以满足高速、高精度的生产需求。基于浮动辊结构的自动张力控制器,正是为解决这一痛点而生。通过实时检测材料张力变化并闭环调节执行机构,它能将张力波动控制在±0.1N以内,让生产线从“频繁断料”走向“稳定持续”。下面我将结合亲身参与的多个改造项目,从原理、选型到应用,系统拆解这套技术的实战价值。
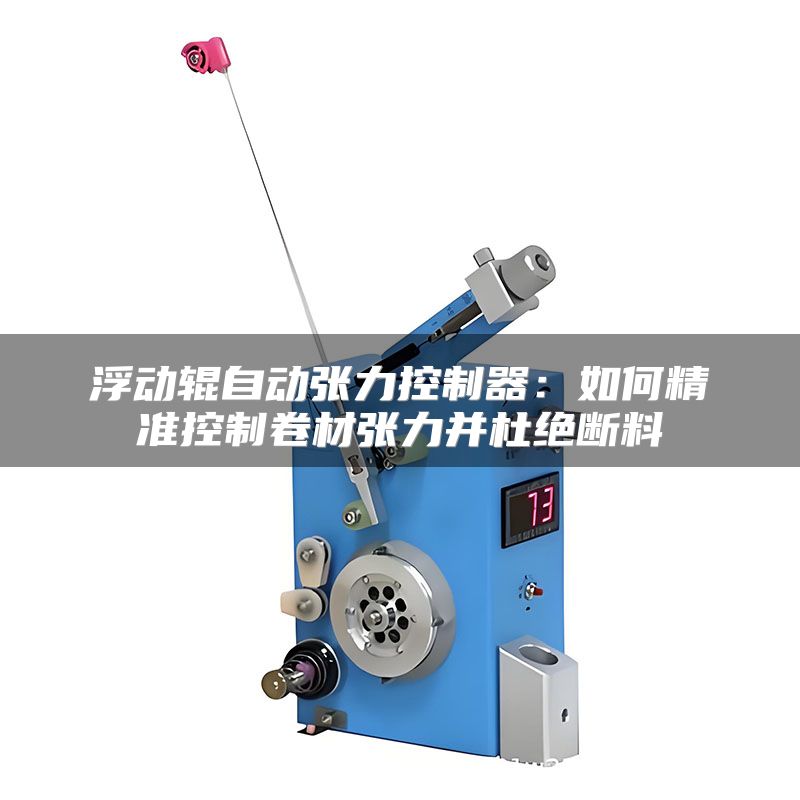
浮动辊自动张力控制器由检测机构(浮动辊组件)、控制器和执行机构(如磁粉离合器或伺服电机)三部分组成。材料绕过浮动辊时,张力变化会引起浮动辊位移或角度改变,传感器将这一物理量转化为电信号,控制器根据预设目标值计算偏差并输出调节指令,使执行机构快速调整,形成一个闭环负反馈系统。
与开环控制相比,闭环系统的优势在于实时补偿。开环控制无法感知实际张力,受材料卷径变化、机械摩擦、温度影响时,输出力矩与实际张力会产生偏离。而浮动辊张力控制器能直接检测材料上的真实张力,即使生产线速度从50m/min突变至200m/min,控制器也能在0.1秒内完成响应,将张力偏差抑制在±0.5%以内。
实操建议:选择浮动辊控制器时,应优先考虑采用高精度模拟量传感器(如应变片式)的产品,其分辨率可达0.01N,远优于电位器式传感器。我参与的一个巧之力科技客户案例中,某薄膜厂原使用电位器传感器,张力波动±2.8N,换用应变片传感器后波动降至±0.3N,断料次数从每周12次降至1次。安装时确保浮动辊轴承转动灵活且配重平衡,避免额外摩擦干扰信号。
正确选型是成功应用的前提。决定浮动辊张力控制器性能的参数主要包括:张力范围、响应时间、控制精度、输出类型(0-10V或4-20mA)。以巧之力科技 的FT系列为例,标准机型支持0.5-500N张力范围,响应时间≤10ms,精度0.2级。对于高速生产(如印刷机速度>300m/min),建议选择响应时间≤5ms的型号,同时选用伺服电机而非磁粉离合器,因伺服电机动态响应更快且无滑差发热问题。
在实际调试中,一个容易被忽视的细节是阻尼系数的设置。过大的阻尼会导致系统反应迟缓,过小则引起振荡。我通常建议采用经验公式:阻尼系数 = 2 × sqrt(系统惯量 × 弹簧刚度),但最终需根据现场跑车测试微调。建议将阶跃响应超调量控制在3%以内,稳定时间不超过0.3秒。
实操建议:选型前务必测量材料的最小和最大张力值,预留20%余量。例如常用张力为10N,则控制器额定张力应选≥12N。同时注意执行机构的扭矩与转速匹配:磁粉离合器额定扭矩应比实际需求大1.5倍,避免长期过载导致寿命缩短。另外,控制器与执行机构之间的通讯线缆应使用屏蔽双绞线,且与动力电缆分开走线,距离不小于30cm,防止电磁干扰引发误动作。
2019年,我协助一家锂电池隔膜生产企业进行张力系统改造。该企业原有生产线使用手动调节张力,因隔膜厚度仅12μm,断裂强度极低,生产中频繁出现断料,产能利用率不足65%。我们为其配置了巧之力科技



