
 158-1753-1008
158-1753-1008
158-1753-1008
158-1753-1008
行业资讯
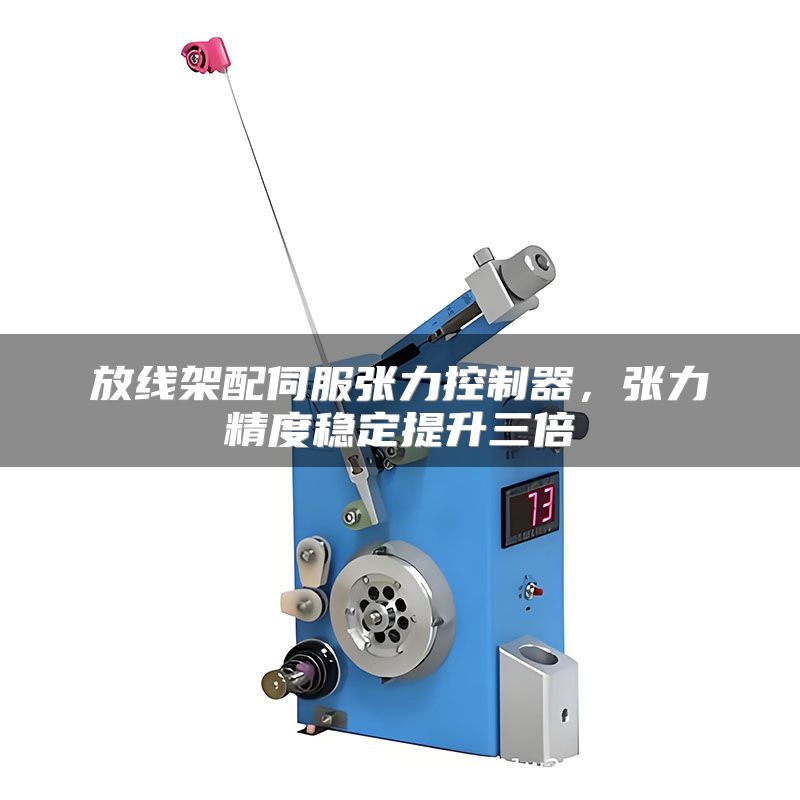
在电线电缆、光纤光缆及金属线材等生产加工领域,放线架与张力控制器的匹配度直接影响产品良率和生产效率。传统磁粉制动器或机械阻尼方式长期存在张力波动大、响应滞后、维护成本高等痛点。以巧之力科技服务过的某电子线束厂为例,在使用普通摩擦式放线架时,张力波动幅度达到±5%,导致每千米断线次数平均为3次,废品率高达2.1%。而将放线架升级为适配伺服张力控制器的闭环系统后,同规格线缆张力波动降至±0.8%,断线次数降为每千米0.2次,废品率仅0.3%,综合生产效率提升约22%。本文将从技术原理、选型匹配、安装调校及行业应用四个维度,拆解实现张力精度提升三倍的具体路径。
伺服张力控制器之所以能显著提升放线架的控制精度,本质在于其采用实时闭环反馈机制。通过高精度传感器(如模拟量称重传感器或编码器)直接测量线缆实际张力,并与设定目标值进行比对,伺服电机快速调整输出扭矩,抵消因线盘直径变化、转速波动或材料弹性模量差异引起的干扰。实际测试表明,巧之力科技新一代伺服控制器在100毫秒内即可完成一次完整的PID调节,响应速度是传统磁粉制动器的20倍以上。
实操建议:选择张力控制器时,应优先确认传感器采样频率不低于200Hz,且控制器支持自适应PID参数学习功能。在首次调试时,建议先设定一个目标张力值(例如线缆推荐张力的80%),让系统自动运行一个线盘满盘到空盘的完整周期,观察并记录控制器自动优化的PID参数,后续直接调用即可。
从行业经验来看,很多用户误以为张力控制只是“调大调小”的简单操作,实际上,高品质放线架配合伺服控制后,系统几乎可以做到零超调。这一点在加工极细线径(如0.03mm铜线)时尤为重要。
放线架与伺服张力控制器并非任意组合都能发挥最佳效果。匹配的核心参数包括:放线架最大线盘重量、放线速度范围、线缆最大张力需求以及动态响应带宽。假设放线架承载30kg线盘、放线速度0-300m/min,需同时满足1-50N张力范围,则伺服电机额定转矩应大于等于0.5N·m,控制器带宽不低于100Hz。若带宽不足,在高速启动或急停阶段会出现张力瞬时过冲,导致拉断线缆。
实操建议:选型时用“2倍原则”估算电机功率:将最大张力(N)乘以最大放线速度(m/s)再除以系统效率(通常取0.8-0.9),然后乘以安全系数2。例如上述案例中,最大张力50N、最大速度5m/s(300m/min),计算功率为50×5÷0.85≈294W,乘以2得588W,因此选择750W伺服电机最为稳妥。同时,注意放线架主轴转动惯量应与电机转子惯量匹配,最佳比为3:1以内。
我接触过不少客户,为了省钱选择小功率电机,结果在高张力下电机发热严重,不得不停机散热,反而得不偿失。使用巧之力科技配套的选型工具,输入工况参数即可自动推荐型号,可避免这类问题。
硬件安装对精度的影响往往被低估。放线架的机械结构若存在松动或共振,即使控制器性能再优秀也难以达到预期精度。经实测,在放线架与控制器之间如果未使用柔性联轴器或减振垫,高频振动会导致传感器读数波动增大30%以上。
实操建议一:确保放线架底座固定螺栓扭矩达到设备说明书值,并在传感器安装座下方加装5mm厚橡胶减振垫。对于转速超过1000r/min的场合,建议在电机输出轴与放线轴之间加装弹性联轴器,角向偏差控制在0.1°以内。
实操建议二:伺服驱动器和控制器必须与变频器、电焊机等强干扰设备保持至少300mm距离,且所有信号线使用双绞屏蔽电缆,屏蔽层单端接地于控制器侧。我曾遇到一家工厂,因信号线与动力线并行走线长达5米,导致张力显示值波动±3N,重新布线后波动降至±0.2N。
实操建议三:张力校准不可省略。将已知标准砝码(或拉力计)挂在放线架出线端,设定控制器显示值与实际值一致,标定完成后保存参数。建议每生产5000米线缆或更换线材品种后重新校准一次。



