
 158-1753-1008
158-1753-1008
158-1753-1008
158-1753-1008
行业资讯
伺服张力器是工业线材加工纺织绕线电子线圈生产领域的核心设备,凭借精准的张力控制稳定的运行性能成为自动化生产线不可或缺的配套装置。很多操作人员在初次接触设备时,往往因不熟悉操作流程和调试方法,导致伺服张力器运行不稳定线材松紧度不均生产次品率升高等问题。掌握标准的伺服张力器教程,能够有效提升生产效率延长设备使用寿命,保障生产线持续稳定运行。
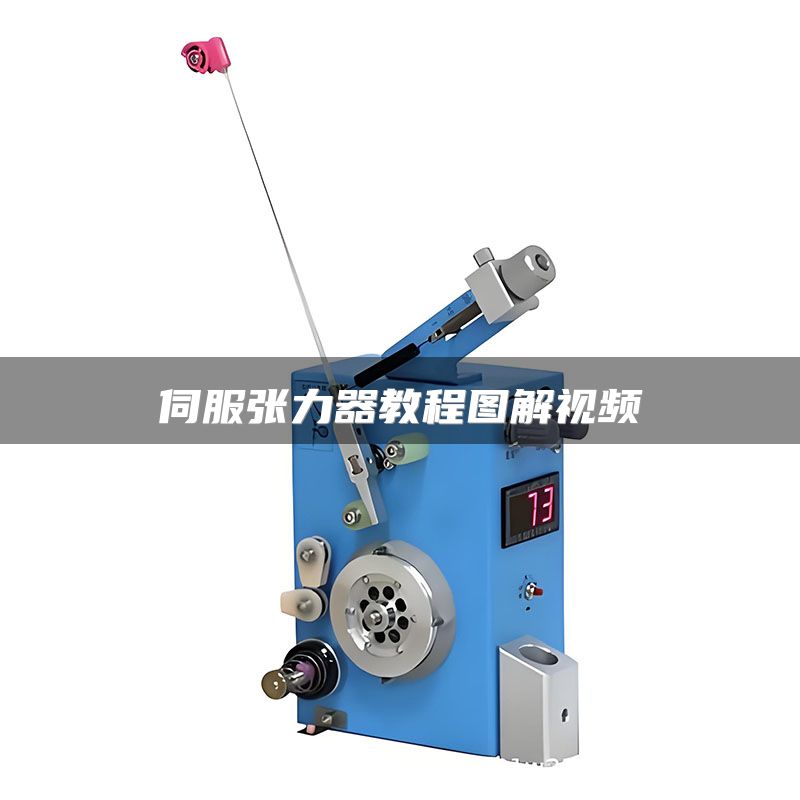
首先我们来了解伺服张力器的基础结构与工作原理,这是熟练操作设备的前提。伺服张力器主要由伺服电机张力传感器控制系统调节组件构成,区别于传统机械式张力器,它依靠伺服电机实时输出动力,通过传感器实时采集线材张力数据,再由系统自动对比设定参数进行动态补偿,全程实现闭环智能调控。相比普通张力设备,伺服张力器具备张力调节范围大响应速度快精度高适配多种线材规格的优势,适用于漆包线铜线光纤线纺织纱线等各类柔性线材加工场景。
其次按照伺服张力器教程规范完成设备安装接线步骤。安装时需将伺服张力器固定在生产线走线直线位置,保持设备与导向轮收卷机构在同一水平线上,避免线材出现偏移弯折。固定完成后进行电路接线,严格对照设备说明书接入电源线信号线,确保接线端口牢固无松动,同时做好接地处理规避漏电风险。接线完成后不要立即开机,手动拉动线材穿过伺服张力器导轮和张力感应区域,调整线材走向保证走线顺畅无卡顿,这一步能从源头减少后期运行故障。
接下来是伺服张力器参数设定与调试操作,也是整个教程的核心环节。开机后进入设备控制面板参数界面,根据线材材质线径粗细生产工艺要求,设定基础张力数值初始速度加速减速区间等核心参数。新手调试建议遵循由低到高的原则,先设置较低张力值试运行,观察线材收卷松紧状态,若线材过松逐步上调张力参数,若线材被拉细拉伸则适当降低参数。同时可开启自动适配模式,让伺服张力器自主适配生产线运行速度,实现张力随转速同步动态调节,适配高速连续生产作业。
最后掌握伺服张力器日常维护与常见故障处理技巧。日常使用中需定期清理导轮表面粉尘和线材碎屑,检查轴承转动是否顺畅定期添加润滑油,避免零件磨损影响张力控制精度。运行中若出现张力波动过大设备异响线材抖动等问题,可参照伺服张力器教程排查故障,优先检查线材走位是否偏移传感器是否积灰接线是否接触不良,简单故障可自行调试修复,复杂故障需停机联系专业人员检修,切勿私自拆解内部伺服电机和控制系统。
综上,规范遵循伺服张力器教程进行安装调试操作和维护,能够充分发挥伺服张力器的精准控制优势。操作人员只要熟悉设备原理把控安装细节精准设定参数做好日常维护,就能快速熟练使用伺服张力器,有效降低生产损耗提升产品加工品质,为工业自动化线材生产提供稳定保障。



